- (+84) 0228 3885433
- fax: (+84) 0228 3761433
- info@cokhinangluong.com




Một số phương pháp tạo hình đặc biệt
Một số phương pháp dập tạo hình đặc biệt đang được nghiên cứu và ứng dụng rộng rãi trong sản xuất, chế tạo máy
1. Phương pháp dập bằng xung điện thủy lực (Electrohydraulic Forming): là quá trình tác động của sóng va đập được gia tốc do sự phóng điện của các cung lửa điện trong chất lỏng, làm cho phôi biến dạng theo hình dạng của lòng cối cứng. Khi đó năng lượng xung điện cực mạnh biến thành năng lượng cơ học, gây ra sự biến dạng dẻo của phôi.
Ưu điểm của phương pháp này là cho phép biến dạng được các kim loại và hợp kim ít dẻo, khó biến dạng để nhận được các chi tiết có độ chính xác kích thước cao do biến dạng đàn hồi nhỏ; không yêu cầu phải sử dụng những thiết bị và khuôn hiện đại, to lớn, nặng nề và đắt tiền; có thể thực hiện biến dạng cục bộ các phôi rỗng bằng các xung hướng từ tâm phôi ra đường bao ngoài,…
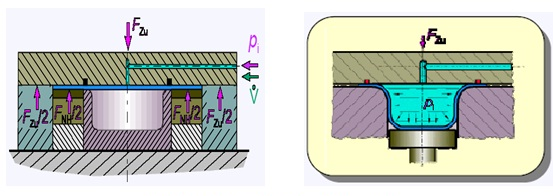
2.Phương pháp dập thủy cơ (Hydromechanical): Về cơ bản, phương pháp này hoàn toàn giống với phương pháp dập vuốt thông thường, chỉ khác là có thêm đối áp trong lòng khuôn tạo ra sự bôi trơn thủy động.
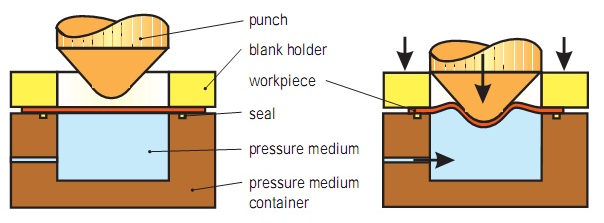
Sơ đồ dập thủy cơ
Có hai cách tạo ra đối áp: chất lỏng được đổ đầy vào lòng khuôn, khi đầu trượt đi xuống chất lỏng sẽ bị nén lại và tạo ra đối áp ; cách thứ hai là bơm trực tiếp chất lỏng có áp suất vào lòng cối, giá trị áp suất sẽ được điều khiển bởi van giảm áp sao cho phù hợp.
Đối áp làm tăng ma sát giữa phôi và chày (tránh được hiện tượng mất ổn định), giảm ma sát giữa phôi và cối (chất lỏng ở đây có tác dụng bôi trơn luôn), phôi không tiếp xúc với góc lượn cối nên chất lượng bề mặt tốt hơn, đồng thời chiều dày thành cũng đồng đều hơn.
Phương pháp dập thủy cơ đang được nghiên cứu và ứng dụng trong nhiều ngành công nghiệp: ôtô, hàng không, gia dụng, công nghiệp dân dụng …tại các nước công nghiệp phát triển như Mỹ, Anh, Đức…
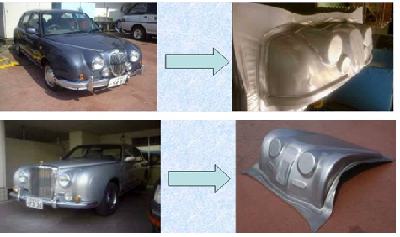
Một số chi tiết ô tô tạo hình bằng phương pháp dập thủy cơ
3. Phương pháp dập thủy tĩnh (Hydrostatic): là quá trình dập vuốt bằng chày chất lỏng cối cứng. Phương pháp này sử dụng chất lỏng có áp suất cao để biến dạng tấm do đó không cần gia công chày và giảm được số nguyên công.
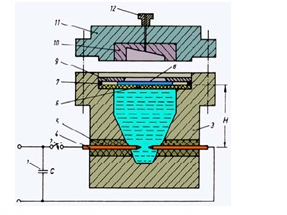
Sơ đồ dập thủy tĩnh
Tuy nhiên phương pháp này vẫn còn một số nhược điểm. Đó là sự chảy không ổn định của mặt bích phôi ở các phần khác nhau trên vành mép của chi tiết (khi dập có dịch chuyển mặt bích phôi). Điều này thể hiện ở dạng nhăn một phía của mặt bích phôi do nguyên nhân là sự không đồng đều của trở lực biến dạng ở mặt bích, và còn do sự không đồng đều của lực ma sát xuất hiện giữa mặt bích phôi và dụng cụ. Hạn chế khác là lượng biến mỏng quá lớn và độ không đồng đều theo chiều dài của thành chi tiết là đáng kể, do đó làm giảm đáng kể chất lượng của chi tiết dập vì vậy nó cũng cho thấy khả năng công nghệ còn hạn chế.

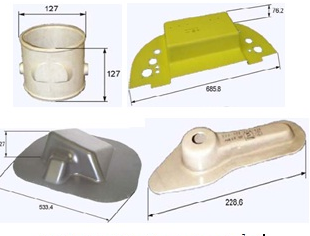
Sản phẩm tạo hình bằng phương pháp dập thủy tĩnh
Theo: vietmachine.com
Ý kiến bạn đọc
Những tin mới hơn
Những tin cũ hơn
DANH MỤC SẢN PHẨM
VIDEO
Giỏ hàng
THỐNG KÊ TRUY CẬP
- Đang truy cập1
- Hôm nay1,010
- Tháng hiện tại16,771
- Tổng lượt truy cập7,366,946
THẰM DÒ Ý KIẾN
Chúng tôi trên mạng xã hội